10KV以下一步法硅烷交聯聚乙烯絕緣料,廣泛應用于10KV以下低壓力纜、架空絕緣電纜的導體絕緣,具有抗老化能力強、熱延伸小、加工工藝簡單等優點。
我公司常年大量供應PVC系列電纜料(耐寒、阻燃、低煙、改性、彈性體、國標、非標等)廣泛應用于電線電纜行業,可根據客戶需要定制產品。
10KV以下一步法硅烷交聯聚乙烯絕緣料以專用聚乙烯樹脂為基料,加入硅烷、催化劑、特種穩定劑等助劑,經過特殊生產工藝制得的粒狀料電料。適用于10kW及以下架空絕緣電纜絕緣層。
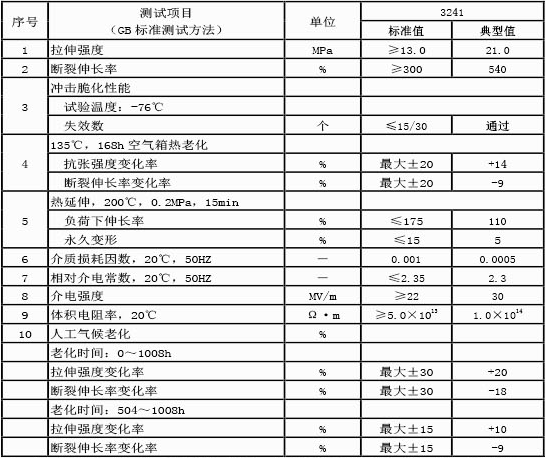
注:表中典型值是在村料充分交聯的條件下測得的沒有達到充分交聯,材料的性能可能有差別。
擠塑工藝:
(1)參考擠塑設備
a.可使用螺桿長徑比20/1以上,螺桿壓縮比為2.5~3.0的單螺紋等距不等深螺桿擠出機進行生產;
b.建議模具使用半擠管式,如果使用擠管式模具物料擠出拉伸比不宜超過1.5
c.建議添加40目或60目的不銹鋼濾網一層,如果系統清潔亦可不用過濾網
(2)參考擠塑加工溫度

(3)使用步驟:
a.確保螺桿機筒被徹底清洗,無其它物料殘留
b.讓熔體直接從機頭排出,測量熔體溫度應當達到或大于200℃
c.停機并安裝調整模具
d.導體連接收線盤:
e.啟動螺桿,緩慢加速讓熔體流出,緩慢加快牽引速度直到設定要求
(4)其他注意事項:
a.建議在擠出模口用氣體火焰噴燒,可消去模口的流延物,獲得更好的擠出表面
b.如要添加色母料應當在生產前將色母料在65士5℃的溫度下干燥4小時,保證色母料
c.在干燥的狀態下添加到硅烷交聯料中,添加比例100:1,用戶也可根據需要適當增加或減少
d.本產品在使用前不能進行熱干燥處理。
e.本產品開袋后應立即密封,盡快使用完,避免產生預交聯
f.生產中因更換模具短暫停機(一般在1小時以內)之后重新開機不必清理螺桿和機筒內的殘留硅烷料,按照一般操作步驟適當排料待表面正常后即可上線生產:若停機時間較長建議將擠出機內的硅烷料全部排空后再停機。
交聯速度:
此種材料成纜后的交聯速度與絕緣層厚度、盤卷尺寸密切相關。一般1mm蒸煮為1小時,使用材料廠家根據自身的蒸房條件適當調整蒸煮時間。包裝、運輸及貯存:包裝:每袋重量25kg。內層用聚乙烯內膜袋和鋁塑復合袋密封包裝,外層用牛皮紙袋包裝運輸和貯存:電纜料在運輸過程中不應受日曬雨淋。應貯存在清潔、陰涼、干燥、通風的倉庫內。
河南安爾信高分子有限公司,主導產品有:35KV、10KV化學交聯聚乙烯絕緣料、一步法硅烷交聯聚乙烯絕緣料、輻照交聯聚乙烯絕緣料。
河南安爾信高分子材料有限公司是專注生產電線電纜材料的廠家,設備精良配套完善、工藝優良、技術過硬。自建廠多年來,憑借著改革開放的優良政策和良好的生產環境,使我廠得到了全面發展,從小廠發展為具有一定規模的企業。公司不斷的引進人才和新技術,注入大量資金進行設備技術改造,強化企業管理,大幅度提高了公司產品質量,遠銷東北三省、內蒙、山東、山西、河北、湖北、江蘇等各省市并贏得一致好評。
公司平成:“價格低,配送及時,無節假日,24小時為您服務”的經營理念,歡迎新老客戶光臨惠顧,垂詢合作。
掃一掃手機瀏覽
 安爾信高分子材料
安爾信高分子材料